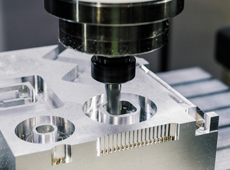
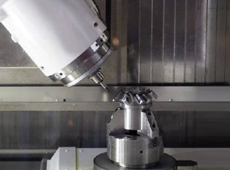
三轴、四轴和五轴联动加工零件变斜角面的常用方法
如今三轴、四轴联动加工同样,五轴联动加工核心在ABC三个旋转轴上选在其中2个,可以是AB、AC、BC。因为五轴加工核心旋转轴比四轴加工中心多一个,因此,五轴CNC加工核心能加工的产品工件,三轴、四轴加工核心不一定能加工,而三轴、四轴CNC加工中心能加工的产品工件五轴加工核心则是可以加工的。
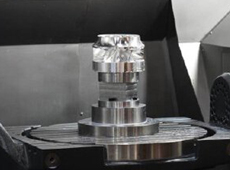
五轴加工中心的换刀形式有哪些?
五轴加工中心以信息物理融合数据进行端到端连接,配置刀具库、在线检测设备和自适应控制器,实现复杂壳体的自适应柔性加工,具有一定的自诊断和自修复能力,以提高智能机器运行的安全性和可靠性。加工中心的换刀形式在结合自身的条件下也各有不同。

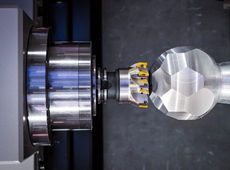
五轴加工中心数控机床常用的铣刀种类有哪些?
五轴加工中心数控机床所用刀具是保证数控铣床加工质量的重要因素。数控机床所用刀具种类、型号很多,并且大部分可以在加工中心上通用。加工平面、孔、曲面等不同的轮廓对象要选择相应的刀具,五轴加工常用铣刀的种类有:
五轴加工中心机床有哪些调试步骤
五轴加工中心机床调试的目的是检验机床安装是否稳固,各传动、操纵和控制等系统是否正常和灵敏可靠,调试和试运行工作按以下步骤进行:
五轴加工有色金属及各类合金的高速切削
铝及其合金是现代工业中用途最广泛的轻金属材料,广泛应用于飞机、仪表、发动机、机械制造等部门。纯铝的机械强度不高,不宜做受力结构零件,在铝中加入合金元素Si、Cu、Mn、Mg等后形成铝合金,提高了强度。铝及其合金具有极好的易切特性,可采用很高的切削速度和进给速度进行五轴加工,可以进行铣削,也可以用车、镗、钻等加工方式,选用的刀具材料主要是PCD、涂层硬质合金或超细晶粒硬质合金刀具,为避免由于铝与陶瓷的化学亲和力而产生粘接,一般不宜采用Al2O3基陶瓷刀具。
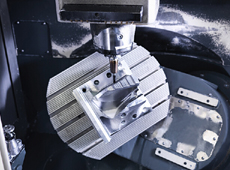
五轴联动加工中心数控机床的加工工艺范围
五轴联动加工中心数控机床的数控铣削是机械加工中最常用的加工方法之一,它主要包括平面铣削和轮席铣削,也可以对零件进行钻、扩、铰、锪和镗孔加工与攻螺纹等。在五轴数控铣削加工中,特别适用于加工下列几类零件。

五轴联动加工中的工件夹紧原则和夹紧装置的基本要求
五轴联动加工过程中,工件定位以后,为便加工过程中工件相对于刀具保持正确的加工位置,防止工件在切削力、惯性力以及正力的作用下发生位移或振动,以保证加工质量和安全生产,一般应采用夹紧装置将工件压紧夹牢。

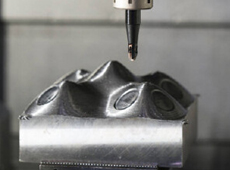
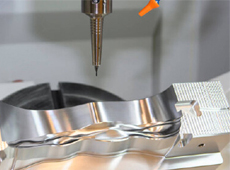
五轴CNC加工铣削曲面轮廓的进给路线
五轴CNC加工铣削曲面时,常用球头刀采用行切法进行加工。所谓行切法就是指刀具与零件轮廓的切点轨迹是一行一行的,而行间的距离是按零件加工精度的要求确定的。

五轴联动加工中心数控机床位置精度检测
五轴联动加工中心数控机床的位置精度就是指机床刀具趋近目标位置的能力,是通过对测量值进行数据统计分析处理后得出来的结果。位置精度一般由定位精度、重复定位精度及反向间隙三部分组成。
五轴加工中高速切削的主要优点
近些年来,随着产品、工业转型,很多产品不再是通过传统的注塑或者压铸成型,而是直接通过五轴CNC加工直接切削成型,这对加工难度提出了更高的要求,从而多轴加工、五轴加工开始被广泛运用。

五轴CNC加工厂家改善工件材料切削加工性的措施
五轴CNC加工厂家生产中,改善工件材料切削加工性最常见的办法之一是对工件进行适当的热处理,通过改变工件材料的金相组织,使工件材料的切削加工性得到改善。例如,将硬度较高的高碳钢、工具钢等材料进行退火处理,可降低硬度,从而改善切削加工性;低碳钢可通过正火、冷拔等处理,可降低塑性,提高硬度,从而改善切削加工性;中碳钢也可通过正火、调质等热处理方法,使其金相组织与材料硬度均匀,达到改善材料切削加工性的目的。