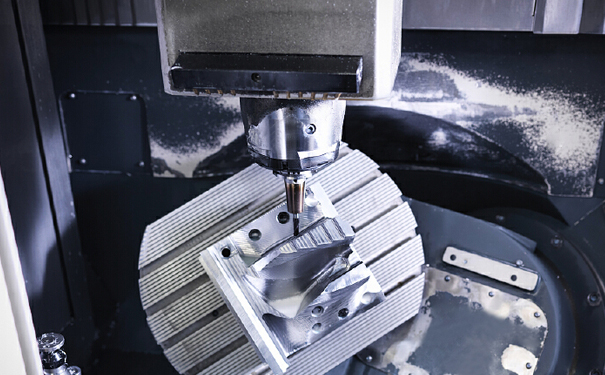
侧铣——五轴加工时刀具的侧面铣削方式

五轴加工中心具有五个轴,xyz和ac轴形成五轴联动加工,能够加工一些不规则面的零件,如军用、民用飞机结构件,无人机零件,其中飞机起落架为航空领域加工难度最高的零部件之一,而五轴加工的铣削方式正是加工此类零件的首选方式,它高效率,只需装夹一次就能完成很多个面的加工,是难加工零件的不二之选。
五轴加工中心
五轴加工中的侧铣就是主要用刀具的侧面进行切削,并且刀具半径(如果含有)仅生成零件圆角半径。它的切削更为高效,与点铣相比,其切削时间更短,但在某些方面更受限制。五轴加工的侧铣方式最适合于半精加工和精加工工序,但仅局限于单曲面和凸表面。由于采用更大的刀具/零件接触面积,对功率、扭矩、稳定性、排屑和机器运行能力均有更高要求。
五轴CNC加工时的刀具选择部分取决于所应用的具体铣削方式:点铣或侧铣。五轴加工的侧铣,要求刀具拥有足够长的径向切削刃,例如整体硬质合金立铣刀或可换头铣刀。这些铣刀可以为直型或圆锥形,并具有各种圆角半径。有多种技术可用于侧铣:摆线铣、切片铣或仿形铣削。锥形球头立铣刀与球头立铣刀相比,稳定性更高,后者要求较小的配合半径。

五轴联动加工
在进行摆线铣削(三轴粗加工技术)时,刀具以连续螺旋的刀具路径进行切削,在受限空间中从径向进给,具有很高的材料去除率。每次切削时刀具不断向外运动,进而形成凹槽或轮廓。由于径向切深较小,因此可以使用更大的切削深度并且产生相对较小的切削力。切片(三轴半粗加工/精加工技术)与零件圆角加工类似,通常需要高速动态刚性好的机床。此外,切削时会以小径向切深进行多次走刀,这样对于大圆角就能应用更大的轴向切深。仿形铣削可以是仅使用侧面的2D切削工艺,或者为刀具半径形成底面的3D切削工艺。仿形铣削也要求高速动态刚性好的机床和极高的稳定性。
五轴网是卓越的一站式五轴加工零部件云制造平台,为客户提供零件快速打样、中小批量生产等一站式服务,涵盖五轴加工、五轴技术培训、五轴加工数控编程、五轴机加工、手板加工等多种工艺。欢迎随时来访来电0755-33653582,www.5axismfg.com。